เครื่องให้อาหารอัตโนมัติแบบหั่นหลายชั้นหลังคารถยนต์
ขณะนี้เครื่องป้อนส่วนผสมอัตโนมัติแบบหั่นหลายชั้นบนหลังคารถส่วนใหญ่จะใช้ในกระบวนการผลิตชิ้นส่วนภายในรถยนต์ซึ่งต้องใช้วัสดุหลายแผ่น เคลือบและวางบนแม่พิมพ์กดเพื่อขึ้นรูป ตัดใยแก้วและผ้าไม่ทอแบบออนไลน์ และซ้อนกันชั้นล่าง ของใยแก้วไม่ทอ แผ่น PU และชั้นบนของใยแก้วไม่ทอเข้าด้วยกันแล้วส่งเข้าแม่พิมพ์ กด. การผลิตแบบซิงโครนัสด้วยกระบวนการขึ้นรูปเป็นแบบอัตโนมัติสูง ประสิทธิภาพการผลิตและผลผลิตสูงอย่างเต็มที่ ควบคุมขนาดชิ้นอัตโนมัติ การเปลี่ยนแปลงที่สะดวกและรวดเร็ว
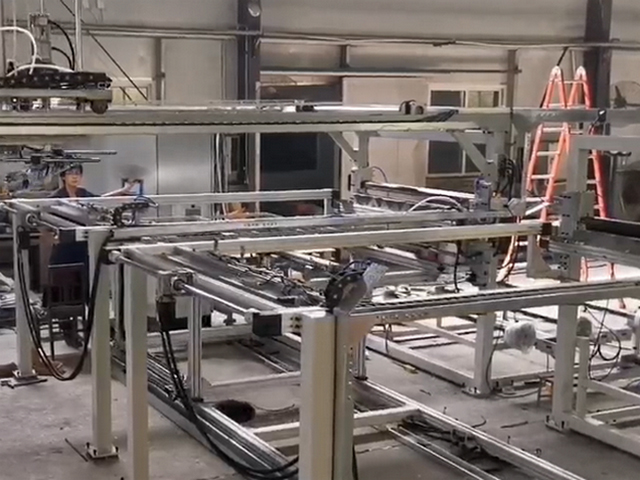
ส่วนประกอบ เครื่องให้อาหารอัตโนมัติแบบหั่นหลายชั้นหลังคารถยนต์ :
สถานี A: กลไกการตัดใยแก้วแบบไม่ทอด้านล่าง รวมถึงชั้นวางอาหาร ลูกกลิ้งหนีบ มีดตัด และ กลไกการดึง
สถานี B: กลไกการตัดใยแก้วไม่ทอด้านบน รวมถึงชั้นวางอาหาร ลูกกลิ้งหนีบ มีดตัด และการดึง กลไก.
กลไกการลำเลียง: รวมถึงยานพาหนะเคลื่อนที่และแท่นซ้อน (สามารถลำเลียงไปที่ด้านในของแท่นพิมพ์ได้)
สถานี C: กลไกการเลื่อนแผ่น PU ซึ่งจะเคลื่อนแผ่น PU ที่รีดแล้วจากเส้นสปริงเกอร์ไปยังแท่นซ้อน
พารามิเตอร์หลักของ เครื่องให้อาหารอัตโนมัติแบบหั่นหลายชั้นหลังคารถยนต์ :
1. การดึงไฟเบอร์กลาส AB และการป้อนลูกกลิ้งยางใช้เซอร์โวมอเตอร์พร้อมกลไกสายพานซิงโครนัส การเคลื่อนย้ายสถานีและกลไกการส่งตารางซ้อนใช้มอเตอร์พร้อมตัวแปลงความถี่พร้อมกลไกสายพานซิงโครนัส
2. รถเข็นยกและเคลื่อนที่ของบอร์ด PU ถูกควบคุมโดยมอเตอร์แปลงความถี่ และการหมุนถูกควบคุมโดยเซอร์โวมอเตอร์
3. ช่วงขนาดผลิตภัณฑ์: ขนาดผลิตภัณฑ์สูงสุดคือ 2500 * 1500 มม. และขนาดผลิตภัณฑ์ขั้นต่ำคือ 1200 * 860 มม.
4. ม้วนไม่ทอได้รับการออกแบบตามเส้นผ่านศูนย์กลางม้วน 850 มม. และม้วนใยแก้วได้รับการออกแบบตามเส้นผ่านศูนย์กลางม้วน 500 มม. ลำดับของสถานี A: ผ้าไม่ทอ - ใยแก้ว - ใยแก้ว - ผ้าไม่ทอ ลำดับของสถานี B: ใยแก้ว - ใยแก้ว - ผ้าไม่ทอ - ผ้าไม่ทอ
5. ค่าเบี่ยงเบนตำแหน่งการซ้อนของกลไกการซ้อนสามชุดไม่เกิน 10 มม.
6. จังหวะการทำงานของอุปกรณ์ที่เร็วที่สุด: ≤34วินาที

ความต้องการทักษะ:
กลไกการตัดใยแก้วไม่ทอ:
1. ตั้งค่าสถานีคลี่คลาย 4 แห่ง และการคลี่คลายใช้กลไกการคลี่คลายที่ไม่ใช้กำลังไฟฟ้า พร้อมด้วยเพลาขยายอากาศและคลัตช์ผงแม่เหล็ก เพลาอากาศสามารถเปลี่ยนลูกกลิ้งได้อย่างรวดเร็วและแม่นยำ และคลัตช์ผงแม่เหล็กสามารถป้องกันไม่ให้ดรัมลูกกลิ้งหยุดกะทันหันในระหว่างกระบวนการดึงและยังคงหมุนไปข้างหน้าต่อไปเนื่องจากความเฉื่อย แต่ละสถานีคลี่คลายมีพื้นที่ปรับ 50 มม. รางเลื่อนของลูกกลิ้งใยแก้วยาวขึ้น และเพียงพอที่จะจองพื้นที่การปรับช่องว่าง ความสูงเมื่อคลี่คลายคือ 720 มม. จากพื้น
2. มีการติดตั้งชิ้นส่วนดึงที่มีความยาวคงที่บนโครงมีดตัดของสถานี A-B และติดตั้งรางดึงไว้ด้านข้าง ใช้โปรไฟล์อลูมิเนียมและกลไกการเดินสายพานแบบซิงโครนัส ความยาวตัดสามารถปรับได้ตั้งแต่ 0 มม. ถึง 2500 มม. และความเร็วในการดึงสามารถปรับได้ตั้งแต่ 10 มม. / วินาทีถึง 1,000 มม. / วินาที ค่าจะแสดงบนหน้าจอการทำงาน และทำการตัดหลังจากการดึงเข้าที่
3. ส่วนตัดประกอบด้วยชุดลูกกลิ้งยางชนิดแรงดันและมีดตัดผ้าอัตโนมัติ ใยแก้วและผ้าไม่ทอจะถูกกดด้วยลูกกลิ้งยางชนิดกดเสมอ และสามารถลำเลียงไปข้างหน้าได้ด้วยกำลัง ความเร็วในการลำเลียงจะเท่ากับ ความเร็วในการดึงจะถูกเก็บไว้แบบซิงโครนัส และเครื่องตัดอัตโนมัติจะทำการตัดให้เสร็จสิ้นเมื่อเข้าที่ หลังจากตัดแล้วให้ดึงไปข้างหน้าจนถึงตำแหน่งวางและวางลงเพื่อให้การซ้อนด้วยแผ่น PU สมบูรณ์ ความแม่นยำของตำแหน่งคือ ± 5 มม.
4. มีกลไกการตัด 2 ชุด
5. ตั้งค่าฟังก์ชั่นการตรวจจับการขาดแคลนวัสดุ อุปกรณ์จะแจ้งเตือนหลังจากการขาดแคลนวัสดุ และการดึงใยแก้วจะไม่ทำงาน หลังจากโหลดแล้ว ให้กดรีเซ็ต และการดึงใยแก้วจะทำงานโดยอัตโนมัติ
6. ลำดับการดำเนินการ: บอร์ด PU จะเลื่อนไปที่ด้านบนของสถานี A และหมุนก่อนที่จะเข้าที่ ผ้าไม่ทอและใยแก้วจะถูกดึง ตัด และปล่อยเข้าที่ และผ้าไม่ทอและใยแก้วในสถานี B จะถูกดึงให้เข้าที่และรอ (ตอนนี้ยังไม่ได้ตัด) การซ้อนแผง PU เสร็จสิ้นที่สถานี A หลังจากที่รถขนย้ายเคลื่อนตัวไปยังสถานี B มีดตัดที่สถานี B จะเริ่มตัดและดึง หลังจากที่ยานพาหนะถ่ายโอนออกจากสถานี A กลไกการดึงของสถานี A จะดึงผ้าไม่ทอและใยแก้วออกมา และรอเมื่อเข้าที่แล้ว



ข่าวที่เกี่ยวข้อง
ส่งเรียบร้อยแล้ว
เราจะติดต่อคุณโดยเร็วที่สุด